1 5M Ltd, Boršice, Czech Republic 2 Tomáš Baťa University, Faculty of Technology, Zlín, Czech
Republic 3 Brno University of Technology, Faculty of Mechanical
Engineering, Brno, Czech Republic
Summary
Lightweight structures, which are inexpensive and have excellent mechanical
properties, are recently one of the most desired concepts not only for
aerospace industry, but generally for transportation and automotiveindustry.
LF Technology, developed and patented by 5M s.r.o. company, is very
efficient technique to produce sophisticated and relatively cheap composite
structures.
Composite materials are the best materials for lightweight structures
because they can be tailored to the specific application. The biggest
advantage is a variability of polymer matrix and reinforcement, where
reinforcement determines mainly mechanical properties/weight ratio.
Initially, optimised mechanical properties should be found for every product.
Then different reinforcement types, their orientation and number of layers
in “every point” of composite part must be used to reach required properties
and low weight. Included local sandwich structures are a big advantage. How
to achieve these basic requirements? Let’s focus on technologies available
today. Prepregs are materials used for years, but they are very expensive
and many prepreg types are necessary, if composite structure should be
optimised well. RTM is a relatively cheap method, big parts can be
manufactured. The main problem is impregnation of the reinforcement.
Therefore only special types of the reinforcement have to be used and the
result is relatively low reinforcement content in a final composite part. In
recent years, technology called RFI – Resin Film infusion appeared. The
production cycle is performed usually in the autoclave under increased
temperature and pressure, where the fibre infiltration and the composite
consolidation occur in a single step process. Typically, the RFI element
consists of a thermoset resin film placed between one side of a metal tool
and a dry textile fibre preform. Problems with conventional RFI appear if
sandwich structures are manufactured; honeycombs are filled with resin and
foam prevents from impregnation of the sandwich skin in opposite site of the
resin layer.
Concerning these disadvantages of conventional processes and a need of
universal low cost technology, 5M s.r.o. developed and patented a very
efficient technique of production of sophisticated and relatively cheap
composite structures, which is called Letoxit Foil Technology (LF
Technology). LF Technology is based on laying dry reinforcement and core
material to the mould with layers of foil polymer material, commercial name
Letoxit Foil. Whole composition is vacuum bagged and cured at elevated
temperature. The scheme can be seen in Fig. 1. Finished part is released
from mould as ready to use product with excellent surface. Variability of LF
Technology gives freedom to composite parts design with very competitive
price. Autoclave can be employed but it is not necessary, because vacuum
assistance is usually enough for reinforcement impregnation.
Fig.1 Scheme of LF Technology
Basic component for LF Technology is Letoxit
Foil that is usually a thermoset flexible film. Basic type is Letoxit Foil
LFX 023, which is composition of special epoxy resin hardeners latent at
room temperature. Film colour is originally light yellow but can be set
according to the customer desire. Thickness of Letoxit Foil varies between
0,1 to 0,7 mm and it is described by area weight, which is usually between
100g/m2 and 700g/m2. Typical curing conditions are
120°C for 1 hour but LFX 023 can be cured at any temperature between 90°C
and 130°C.
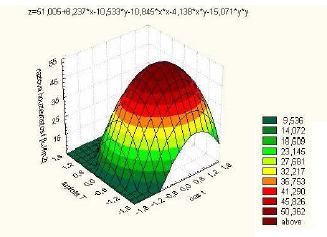
Fig. 2 Dependence of curing kinetics on curing temperature
of LFX 023
Mechanical properties of cured resin strongly depend on
curing condition. In graphs bellow can be seen variation of glass transition
temperature, flexural properties and impact strength on curing conditions;
temperature and time. Curing conditions are given at dimensionless
coordinates, when temperatures were between 80 and 140 °C and curing time
between 45 and 240 minutes.
Fig. 3 Dependence of glass transition temperature on curing
conditions of LFX 023
Fig. 4 Dependence of flexural modulus on
curing conditions of LFX 023
Fig. 5 Dependence of flexural strength on
curing conditions of LFX 023
Fig. 6 Dependence of impact strength on curing
conditions of LFX 023
Table I. Mechanical properties of LFX 023 cured at 120°C for
60 min
Density (g/cm3)
1.16
Hardness Barcol
18-19
Tg (°C)
95
Ultimate flexural strength (MPa)
120-125
Flexural modulus (GPa)
3-3.1
Impact strength (kJ/m2)
45-50
Except of LFX 023, there are several other types of Letoxit
Foils available. Some of them are listed in the table bellow.
Table II Commonly used Letoxit Foil types
Name
Resin type
Advantage
LFX 023
Epoxy
Basic type
LFX 033
Epoxy
Fast curing
LFX 036
Epoxy
Tg above 150°C
LFX 037
Modified epoxy
High impact strength
LFX 038
Halogenated epoxy
Fire retarded
LFX 040
Modified cyanoester
Tg up to 250°C
Big advantage of LF Technology is variability of the
reinforcement due to very simple impregnation. Also combination of different
reinforcement types is possible. The most common reinforcements are fabrics,
where glass, carbon, aramid and basalt are usually used. Also hybrids of
these materials are possible. The most important parameters of fabrics for
LF Technology are area weight, thickness and sizing. Weight ratio of fabric
and Letoxit Foil depends on geometry, which is determined by area weight and
thickness. Whole free space of fabric must be filled with resin and
therefore appropriate thickness of Letoxit Foil must be chosen. Calculation
of minimal resin content is given by equation:
mLF /LF +
mR /R = tR
where mLF is area weight of Letoxit Foil,
LF is density of Letoxit Foil, mR
is area weight of reinforcement (fabric, etc.), R
is density of reinforcement and tR is thickness of
reinforcement. Usually, one layer of fabric is laid to the mould covered by
release agent, one layer of Letoxit Foil is applied and finally one or more
layers of fabric are laid. Another reinforcement types are mats, stitched
fabrics, multiaxial fabrics and direct or bulky rovings etc. Setting of
resin/reinforcement ratio is using the same rule as in case of fabric.
Dependence of flexural properties of carbon composite made by LF Technology
under vacuum is shown below in Fig. 7 and 8. Composite samples are made from
12 layers of balanced carbon fabric 200 g/m2, type twill and LFX 023.
Fig. 7 Dependence of flexural strength on reinforcement
content
Fig. 8 Dependence of flexural modulus on reinforcement
content
Composition of resin and reinforcement can be cured in
different equipment. In Fig. 9 and 10 is comparison of flexural properties
of carbon composite made by LF Technology cured in press (P) under vacuum in
oven (V) and in autoclave (A). Results are compared with sample made of
Hexcel prepreg HexPly T/45%/200T/C cured in autoclave (HEX). Curing times
and temperatures were identical for all prepared samples.
Fig. 9 Dependence of flexural strength on reinforcement
content and curing equipment. Comparison with prepreg cured in autoclave.
Fig. 10 Dependence of flexural modulus on reinforcement
content and curing equipment. Comparison with prepreg cured in autoclave.
Main difference between LF Technology and standard RFI is
the possibility of sandwich structures creation as in case of prepregs.
Almost all types of core material used for sandwich structures of thermoset
composite can be chosen. The most popular are honeycombs, foams and special
core materials such as SORIC, COREMAT etc. Core materials can be applied
locally in the composite if stiffness increase of certain area of composite
part is required. This approach easily excludes ribbon necessity.
LF Technology also gives possibility of one-shot application of local
reinforcements. Typical are metal ribbons or pulled profiles and inserts for
screw and rivet fastenings made from steel, aluminium or composite.
Applications of LF Technology
LF Technology is suitable for any composite structure, where balanced weight
and mechanical properties ratio are required. Typical applications are tin
shell structures with high reinforcement volume, locally added
reinforcements and/or with different required local properties (for example
reinforcement orientation) because these structures cannot be manufactured
by conventional technologies without highadded cost of material and work.
The conventional composite structures, originally made by RTM, VARTM, Hand-lay
up, are possible, of course. but due to lower requirements on mechanical
properties on parts made by these conventional technologies, economy of LF
technology (RFI) must be taken into account. Potential applications are:
Automotive – car bodies, covers, hoods
Transportation – hoods, side panels, doors, racks
Aerospace – covers, doors and all types of panels
Building – tables, eye-catchers
Medical – orthosis and prosthesis
LF Technology is very young and was introduced to several carefully chosen
companies at the end of 2004. First interesting applications, which were
developed with these partners, appeared at the beginning of 2005. Samples of
developed prototypes are shown.
First application was an engine hood of ultralight aeroplane CHS 701SP,
originally composite part made by hand-lay up from unsaturated polyester
resin. 60% weight decrease was achieved using LF Technology This weight
decrease appears and the same stiffness remains due to use of local
reinforcement with Nomex honeycombs in the top of the hood. Foam was applied
in the upper part. Other important benefit was higher thermal stability.
Good surface of the part was achieved although gelcoat was not applied.
Fig. 11 Engine hood of ultralight CHS 701SP – prototype
Fig. 12 Carbon knee orthosis made by ING Corporation, s.r.o. (Czech Republic).
LF Technology is used for carbon composite structure, February 2005
Next application was carbon knee orthosis made by ING Corporation, where
Hexcel carbon prepreg was substituted. Advantages were better bonding of
steel juncture and decrease of material costs with almost the same labour
costs. Mechanical properties of the orthosis composite body made by LF
Technology were comparable with mechanical properties of the prepreg
orthosis.
Third application was a baggage wall in 4 seats airplane VUT 100, where good
stiffness of baggage wall and low weight were achieved by usage of a
sandwich manufactured from ROHACEL foam, glass fabrics and LFX 023.
Fig. 13 VUT 100 made by EVEKTOR. (Czech Republic). LF Technology is used for
glass foam sandwich baggage wall, April 2005
Applications listed above were the first successful applications of LF
technology. Logically, medical and aerospace applications were chosen, where
advantages of the technology are the most significant.
Obtained experiences confirmed that the target market is not only in high-tech
applications but the LF Technology can be applied for all composite
structures were weight and mechanical properties play important role.
Conclusion
LF Technology gives freedom to designers, helps push down prices of
composite products and increases properties and reliability, which is
supported by favourable responses from customers and quick and relatively
easy development of new products. All these advantages promise very good
future for LF Technology.
Czech-Polish Workshop on Composites as Biomaterials
25. května proběhl na našem
ústavu tradiční česko-polský workshop zaměřený na aplikace kompozitních
materiálů, nové směry v jejich vývoji a použití nových materiálů jako
kompozitních složek.
Ceramic and carbon nanoconstituens – based polymeric
composites in biomaterials engineering
A. Fraczek*, E. Stodolak*, K. Gadmoska*, M
Zurek-Tatra*, S. Błażewicz*
* University of Science and Technology,
Faculty of Materials Engineering and Ceramics, Al.Mickiewicza 30, 30-059
Cracow, POLAND, afraczek@op.pl, stodolak@agh.edu.pl
Application of nanotechnology in various aspects of medicine like
diagnostics, therapeutics, controlled drug or gene delivery systems, tissue
engineering requires specific nanodevices and nanomaterials.
Ceramic nanoparticles such as colloidal silica, montmorylonite, carbon
nanotubes and bulk carbon materials with engineered in nanoscale surface
have attracted more and more interest as potential compatible components of
biomaterials for different domains of medicine. The unique combination of
mechanical, physical and chemical properties of nanomaterials - based
polymeric composites make them attractive not only as reinforcement
constituent of various matrices (to improve mechanical properties of pure
polymer), but also to modify physicochemical surface properties. Previous
study on nanocomposites material based on polymer matrix revealed that
chemical surface state of nanocomposites, nanotopography or wettability may
strongly influence the cells response (in vitro condition). However, such
properties depend on the method of dispersion of nanofiller in a polymer
matrix and its compatibility to this polymer.
Nanocomposites investigated at the Department of Biomaterials, University of
Science and Technology (Cracow) are considered as a potential group of
biomaterials which can be used as orthopedic implants (bone replacement) or
in bone grafting (regenerative therapy). Such materials were designed,
manufactured and studied with respect to their biomimetic mechanical
behaviour and surface topography of improved adhesion and cells
proliferation.
This work was financially supported by the Polish Ministry of Science and
Higher Education (grant No 3763/T02/2006/31 and grant No 3T08D02030).
Human bone-derived cells in cultures on materials modified
with fullerenes, carbon nanotubes or nanodiamonds
L. Bacakova1, L. Grausova1,
V. Lisa1, J. Vacik2, A. Fraczek3, S.
Blazewicz3, A. Kromka4, M. Vanecek4, V.
Svorcik5
1Institute of Physiology, Acad. Sci. CR, Videnska 1083, CZ 142 20 Prague 4 -
Krc, Czech Republic; lucy@biomed.cas.cz; grausova@ biomed.cas.cz; 2Nuclear Physics Institute, Acad. Sci. CR, CZ 250 68 Rez near Prague, Czech
Republic; vacik@ujf.cas.cz; 3AGH University of Science and Technology, Faculty of Materials Science and
Ceramics, Department of Biomaterials, Al. Mickiewicza 30, 30-059, Cracow,
Poland; afraczek@op.pl; blazew@agh.edu.pl; 4Institute of Physics, Cukrovarnicka 10, 162 53 Prague 6, Czech Republic;
kromka@fzu.cz; vanecek@fzu.cz, 5Department of Solid State Engineering, Institute of Chemical Technology,
Technicka 5, CZ 166 28 Prague 6, Czech Republic; vaclav.svorcik@vscht.cz
Carbon nanoparticles, namely fullerenes, nanotubes and nanodiamonds, have
been considered as promising materials for advanced biomedical applications,
such as quenching radicals harmful for cells, photodynamic anticancer and
antimicrobial therapy, novel imaging technologies, controlled drug or gene
delivery, microchips, nanorobots or biosensors [1-3]. However, relatively
little is known on the influence of these nanoparticles on cell-substrate
adhesion. Therefore, in the 1st set of experiments, fullerenes C60 were
deposited onto microscopic glass coverslips (Menzel Glaser, Germany;
diameter 12 mm) in a form of continuous or micropatterned layers using the
Leybold Univex-300 vacuum system. The thickness of the layers increased
proportionally to the temperature in the Knudsen cell and the time of
deposition. As revealed by AFM, it was 505±43 nm or 1090±8 nm in the
continuous layers. The micropatterned layers (Fig. 1A) were prepared by the
deposition of fullerenes through a metallic mask with trapezoid holes (size
16000±500 µm2, distance 50 µm). The thickness of the layer below the holes
was 484±5 nm, and below the metallic part of the grid, it was 158±5 nm. The
samples were sterilized by 70% ethanol for 1 h, inserted into 24-well
polystyrene multidishes (TPP, Switzerland; diameter 15 mm), seeded with
human osteoblast-like MG 63 cells (5000 cells/cm2) and incubated in 1.5 ml
of the medium DMEM supplemented with 10% of foetal bovine serum (37°C, 5% of
CO2). As indicated by construction of growth curves, the growth dynamics of
cells on all fullerene layers, followed during 5 days after seeding, was
similar to the values found on standard cell culture substrates, represented
by polystyrene dishes and microscopic glass coverslips. The size of cell
spreading area, measured on day 3 after seeding, was also similar on all
tested surfaces (range from 1580±180 to 1860±120 um2). Immunocytochemistry
showed that the cells on all tested surfaces were able to form β1-integrin-containing
focal adhesion plaques, β-actin cytoskeleton and to produce osteocalcin, a
marker of osteogenic cell differentiation. These results are consistent with
the earlier findings on non-cytotoxicity of non-solubilized fullerenes C60
[1] as well as on the improvement of cell spreading on fullerene-coated
composites with carbon matrix reinforced with carbon fabrics [2]. Thus, it
seems that fullerenes C60 layers act as good substrates for cell
colonization, comparable to tissue culture polystyrene and glass, which
could be due to their surface nanostructure mimicking the nanoarchitecture
of natural extracellular matrix.
In the second set of experiments, single- or multi-walled carbon nanotubes
were mixed with a terpolymer of polytetrafluoroethylene, polyvinyldifluoride
and polypropylene to the concentration of 4%. On the nanotube-containing
samples, the cells were well spread and contained fine beta-actin filament
bundles (Fig. 1B), whereas the cells on the pure terpolymer were often
rounded and clustered into aggregates. An enzyme-linked immunosorbent assay
revealed that the cells on the material with single-walled carbon nanotubes
contained a higher concentration of vinculin and talin, i.e. components of
focal adhesion plaques (by 56% and 35%, respectively, compared to the pure
terpolymer). However, the concentration of osteocalcin, a marker of
osteogenic differentiation, was lower in cells on the terpolymer containing
multi-walled nanotubes, which was probably due to more active proliferation
of these cells (on day 7, they reached a 4.5 times higher population density
than cells on the unmodified terpolymer). Adding single- or multi-walled
nanotubes to the terpolymer did not increase the concentration of ICAM-1, a
marker of immune activation, in MG 63 cells. The terpolymer-nanotube
composites could be used for construction of three-dimensional porous
scaffolds for bone tissue engineering. The nanotubes would create a
nanopattern on the pore walls and improve the ingrowth of bone/forming cells
inside the material. At the same time, the carbon component would improve
mechanical properties of the material.
In the third set of experiments, nanocrystalline diamond (NCD) films were
grown on (100) oriented silicon substrates (12 mm in diameter) by a
microwave plasma-enhanced CVD method in the ellipsoidal cavity reactor.
Prior
A
B
C
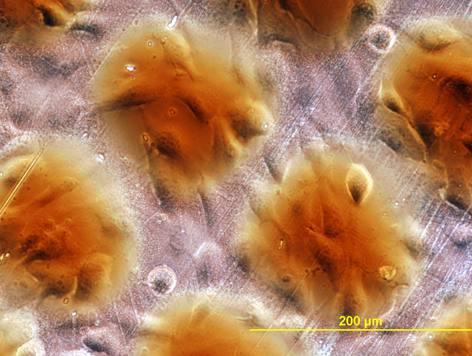
Fig. 1. Human osteoblast-like MG 63 cells in cultures on micropatterned
layer of fullerenes C60 (A), terpolymer of polytetrafluoroethylene,
polyvinyldifluoride with 4 wt.% of multi-walled carbon nanotubes (B) and
nanostructured diamond layer (C). Microscope Olympus IX 50, digital camera
DP 70, obj. 20. A: living cells on day 5 after seeding; B: immunofluorescence staining of β-actin, day 3 after seeding;
C: propidium
iodide staining of ethanol-fixed cells, day 7 after seeding.
to the deposition process, the silicon substrates were either polished
to atomic flatness (root mean square, rms, about 1 nm) or mechanically
lapped to the rms roughness up to 300 nm. Thus, the resulting NCD layers
were either nanostructured (rms = 8.2 nm) or displayed a hierarchically
organized micro- and nanostructure (rms of 301.0 nm and 7.6 nm, respectively)
which resembled, at least to a certain degree, the architecture of natural
tissues [4]. The deposited NCD films were treated in oxygen plasma to
enhance the hydrophilic character of the diamond surface (water drop contact
angle approx. 35°). On day 3 after seeding with MG 63, the cell number
became significantly higher on nanostructured NCD films (7 680 ± 720 cells/cm2)
as well as on hierarchically micro- and nanostructured films (10 950 ± 1 350
cells/cm2) than on control polystyrene culture dish (4050 ± 620 cells/cm2).
On day 7 after seeding, both nano- and micro-nano structured films were
covered with confluent layers of
MG 63 cells (Fig. 1C) The XTT test showed that cells on both nanodiamond
layers had significantly higher metabolic activity than on control
polystyrene dish (approx. twice). Immunofluorescence staining revealed well
developed talin-containing focal adhesion plaques, fine mesh-like beta-actin
cytoskeleton and presence of considerable amount of osteopontin and
osteocalcin, i.e. markers of osteogenic cell differentiation, in cells on
both NCD films. Cell adhesion area was similar in cells growing on the
nanodiamond substrate (2 744µm2 ± 133) and polystyrene dishes (2 742 ± 133
µm2) but it was significantly larger in cells on hierarchically micro- and
nanostructured diamond substrates (3 733 ± 179 µm2). These results suggest
that the nanocrystalline diamond films support well adhesion, growth and
differentiation of osteogenic cells, which, together with their mechanical
resistance, makes them suitable for coating bone implants (e.g.,
bone-anchoring parts of joint prostheses or bone replacements) in order to
improve their integration with the surrounding bone tissue.
[1] Levi N. et al.: J. Nanobiotechnology 4: 14, 2006
[2] Bacakova L. et al.: Engineering of Biomaterials, VIII (47-53): 3-6, 2005
[3] Schrand A.M. et al.: J Phys Chem B, 111: 2-7, 2007
[4] Tan J, Saltzman WM.: Biomaterials 25: 3593-3601, 2004
Supported by the Grant Agency of the Czech Republic (Grant No.
204/06/0225) and the Academy of Sciences of the CR (Grant No. KAN400480701).
Textiles as Scaffolds for Tissue Engineering
E. Košťáková1, D. Lukáš1, L. Martinová1, O.
Novák1 E. Filová2, M. Rampichová2, E. Amler2
1Technical University of Liberec, Faculty of
Textile Engineering, Department of Nonwovens, Liberec,
Eva.Kostakova@seznam.cz 2Institute of Experimental Medicine, Academy of Sciences of the Czech
Republic, Prague
Tissue engineering is the use of a combination of cells, engineering or
tissue-matrix materials, and suitable biochemical factors to improve or
replace biological functions. Tissue engineering is remarkably
multidisciplinary, bringing together cell and molecular biologists,
biochemists, engineers, pharmacologists, physicians, etc. So it means there
is also place for textile engineers, who knows how special properties
fibrous materials can have.
The production of fibrous scaffolds for tissue engineering is not new today,
but there are new possibilities and new processes in the textile branch.
Textile scaffolds are extremely versatile and therefore ideal, for
encouraging cells to recreate the tissue geometry. They are easily adapted
to meet the different cell requirements, for example by altering the fiber
diameter and length or substituting the polymer. Scaffolds can be produced
by “classical” textiles producing technologies: knitting, weaving, a
production of nonwovens, braiding, embroidering or a combination of these
techniques, see Fig.1.
Fig. 1: Examples of fibrous scaffolds produced by knitting (a) and
combination of nonwoven technologies spun-bond and melt-blown (b) and wet
laid process (c).
There can be also used some of these modern techniques as for example
electrospinning. Technology of electrospinning offers absolutely new
possibilities for the small diameter of fiber, which are in the result
material. In this case, there is talking about nanofibers (range of
diameters is mostly between 100-300nm). From a physical point of view
electrospinning resembles a tree with unusually manifold external morphology
starting with its roots in a tiny surface layer of a polymer solution
serving as one of a couple of electrodes, continuing with a stem represented
by stable part of a jet. A whipping zone of the jet creates branches of the
tree. Its fruits, i.e. nanofibres, are collected on one of electrodes
connected to a high voltage source. The first principle of industrial
production of nanofiber was developed and patented at Technical University
of Liberec in 2003 and now the machines are sold by company Elmarco under
the name NanospiderTM.
Fig. 2: Examples of electrospun nanofibrous materials from
polyvinylalcohol and chitosan produced by technology so called NanospiderTM.
Besides the production of nanofibrous layers – random orientation of
fiber, circular and smooth fibers, relatively uniform distribution, there
can be produce many of other nanofibrous materials at principles of
electrospinning technology. There can be used liquid reservoir as a
collector and then threads with high orientation of fibers are produced (see
Fig 3a). If patterned collector as for example printed circuit is used, the
result nanofibrous material is also patterned (see Fig. 3b). If there is
used suitable mixture of polymer solutions for electrospinning, the result
nanofibers can be porous after removing of one polymer (see Fig. 3c).There
can be also used a combination of above mentioned technologies, for example
combination of electrospinning and classical yarn production which results
in yarn with nanofibrous surface (see Fig. 4a). And finally there is also
possibility to combine textile materials and non-textile materials for
improving result properties. One example can be seen at Fig. 4b and 4c,
where knitted fabric is impregnated by foam.
Fig. 3: Examples of nontraditional electrospun nanofibrous materials
for special applications: electrospinning onto a level of liquid –
production of linear nanofibrous thread (a), patterned nanofibrous material
(b), porous nanofibers (c).
There can be also used a combination of above mentioned technologies,
for example combination of electrospinning and classical yarn production
which results in yarn with nanofibrous surface (see Fig. 4a). And finally
there is also possibility to combine textile materials and non-textile
materials for improving result properties. One example can be seen at Fig.
4b and 4c, where knitted fabric is impregnated by foam.
Fig. 4: Examples of composite scaffolds produced by combination of
classical spinning (yarn production) and electrospinning = a yarn “covered
by nanofibers” (a) and combination of knitted fabric and foam with
interconnected pores.
Of course the materials, which are presented here, are only a part of
the possibility how to use fibrous materials in the scaffold for tissue
engineering production. The examples are presented mainly for introducing of
versatility of textile materials. They can be design according a “customer”
wish, it means there are many of textile’s types, they are porous and their
pores are interconnected, they have relatively good mechanical properties
and they are relatively three-dimensional. It is necessary to note, that all
of materials presenting in this paper are produced from biocompatible and
most of them from biodegradable materials (poly-glycolic-acid, poly-lactid-acid,
chitosan, gelatine, pHEMA, polyvinylalcohol etc.), what is very important
for their application in tissue engineering. The most of these material were
already tested mainly in-vitro, but some of them also in-vivo and results
are favorable.
Application of diamond-like films in medicine
Š. Tůmová
Technical University of Liberec, Department of
Material Science, Halkova 6, Liberec, 461 17, Czech Republic, tel.:
+420485353118, fax: +420485353631, stepanka.tumova@tul.cz
The unique properties of thin diamond layers make them perspective
candidates for wide range of various applications – e.g. coatings for
cutting tools, optics... Due to excellent biocompatibility and bioactivity
of carbon resulting from the presence of this element in the human body,
carbon coatings and powders obtained via various techniques appears to be a
potential biomaterial. The studies of carbon films as coatings for implants
in surgery are aimed at the investigations of biological resistance of
implants, tests of corrosion resistance and measurements of mechanical
properties. Properties of produced layers depend on method of synthesis,
parameters of particular method and in the case of layers on the substrate
which the layer is deposited. Carbon layers and powders can be obtained by
the microwave and radio frequency plasma chemical vapor deposition (MW/RF
PACVD). In these days various medical implants are covered by Diamond-like
Carbon Coatings (DLC). DLC forms the diffuse barrier between implant and
human organism. Diamond Powder Particles (DPP) is an extended surface of
DLC. The research proved that diamond layers are biocompatible with living
organisms.
Human bone-derived cells in cultures on composites with
polysiloxane matrix reinforced with polyamide fabric and enriched with
hydroxyapatite
B. Vagaská1, L. Bačáková1,
K. Balík2, Z. Sucharda2, T. Suchý2, M.
Sochor3
1Institute of Physiology, Academy
of Sciences of the Czech Republic, Videnska 1083, 142 20 Prague 4-Krc, Czech
Republic; E-mail: lucy@biomed.cas.cz 2 Institute of Rock Structure and Mechanics, Academy of Sciences
of the Czech Republic, V Holešovičkách 41, 182 09, Prague 8, E-mail: balik@irsm.cas.cz 3 Czech Technical University, Faculty of Mechanical Engineering.,
Technická 4, Prague 6, 160 35, E-mail: miroslav.sochor@fs.cvut.cz
In this study we constructed 6 different composite materials for application
in bone surgery using a polyamide fabric (Aramid, Hexcel, France) as
reinforcement and polymethylsiloxane as the matrix. To increase the
bioactivity, hydroxyapatite (HAp) particles with 10-100 μm or 10-40 μm in
diameter were added. We tested the biocompatibility of the Aramid fabric and
of the composites in vitro by seeding them with human osteoblast-like cells
(line MG 63, initial density 21 000 cells/cm2) and culturing them in medium
DMEM from 1 to 7 days. The cells on Aramid were in good condition as
indicated by their morphology and high viability (>85%). Lower colonization
of this material in comparison with the control polystyrene dish (TCPS) can
be explained by the uneven surface morphology of the cloth, less favorable
for cell attachment, rather than by the material’s cytotoxicity.
The composite materials also supported cell adhesion and proliferation.
As revealed by the immunofluorescence staining of beta-actin, the cells were
of polygonal shape and well spread. Some of them were spindle-shaped and
elongated in the direction of the reinforcing fibers. The cell number was
significantly lower than on control because of the matrix hydrophobicity (water
contact angle on pure siloxane matrix is ca 105 degrees) and high surface
roughness. However, on the 3rd day after seeding, a confluent layer began to
form similarly as on TCPS (Fig 1). Moreover, the viability of cells on day 7
after seeding was very high, above 90% on the basic composite (A) and on
composites with HAp particles (D-F). The doubling time on samples A, D-F
(<30h) is also comparable with the control (31.2h). These results suggest
that the prepared composites are suitable for bone implant construction
after further modifications of surface roughness and hydrophobicity.Subsequently
we have tested the biocompatibility of the pure siloxane matrix as well as
its combination with five different types of hydroxyapatite particles,
differing in their origin (natural or synthetic), shape (spherical or
irregular) and size (micro- and nano-size). The cell number was also in the
case of these samples always lower than on the control polystyrene dish. On
the first day after seeding the viability of all the matrices containing HAp
particles was very low, only about 40%, which indicates on the possible
cytotoxicity of HAp, probably due to high release of Ca ions. However, it
should be also noted that this experiment requires further repetitions, as
the viability of the MG63 cells on polystyrene culture dish on days 1 and 3
after seeding was also lower than usually, reaching only about 60-70%. On
the 7th day after seeding the viability on all samples including control was
very high, above 85%. On day 7 the overall cell number on the tested samples
did not show any significant differences neither among the samples with
various HAp particles, nor between pure siloxane matrix and matrices with
HAp particles (Fig 2). However, these results need further verification as
well as the biocompatibility of the HAp particles alone should be tested.
In general, the newly constructed composites seem to be very promising for
potential use in bone regenerative surgery due to their excellent mechanical
properties comparable with natural bone tissue. Nevertheless, the surface
modifications, especially by HAp inclusions in the material, require further
study to enhance the material biocompatibility and bioactivity.
Supported by the Grant Agency of the Czech Republic (grant
No. 106/06/1576)
Informace o konferencích
SAMPE Asia 2008
11-13 February 2008, Shangri-la Hotel, Bangkok, Thailand
SAMPE Asia will be held at the Shangri-La Hotel in Bangkok,
Thailand from February 12-13, 2008. Endorsed by the Thai Composites
Association, this will be the first event organized by the Society for the
Advancement of Material and Process Engineering (SAMPE) to be held in
Thailand. "Coming at a time of tremendous growth and interest, we are
excited to bring this program to Thailand," Gregg Balko, executive director
of SAMPE said. "As a global organization, offering a technical program in
this region is very important to our members and the advanced materials and
composites industry. We are excited to present this conference and
exhibition to this dynamic and growing marketplace.
SAMPE Asia will offer a comprehensive technical program featuring sessions
and tutorials on topics concerning the industry. To compliment the technical
program, SAMPE Asia will also feature an exhibition featuring tabletop and
exhibit stands. SAMPE Asia will be chaired by Dr. Toshio Tanimoto, Shonan
Institute of Technology, Japan; Dr. Klaus Drechsler, University of
Stuttgart, Germany; and Mr. John Green, GSG Inc., USA.
Important Dates
Early registration: January 17, 2008
Where composite materials are used in transport applications
they need to perform safely under fire and accident conditions, especially
where evacuation is difficult. Fire safety legislation has limited the use
of composite material solutions in the transport sector. Technologies for
fire resistant composite materials and protective coatings have advanced
over recent years, but have not always been translated into the market.
There is significant scope to exploit and improve technology in this area.
Faraday Advance and the British Composites Society are organising this event
with the following aims:
To provide an overview of the existing technology
To discuss and address the barriers and key needs for different transport
sectors
To create a forum for potential collaborations to develop and bring to
market new and better fire resistant composite materials
Who should attend:
Designers of boats, ships, aircraft, trains
Builders of boats, ships, aircraft, trains
Manufacturers of fire resistant products for the transport sector
Researchers and academics involved in composites and/or fire resistance
Those in regulatory bodies / involved in certification of materials and
structures for the transport sector
An exciting line up of speakers will bring us news of the latest research,
applications of products recently brought to market and the key needs and
drivers for fire resistant composites in the transport sector.
T4th
International Symposium on
Manufacturing Technology for Composite Aircraft Structures
07 – 08 May 2008, Braunschweig, Germany
The ISCM 2008 aims to bring together international speakers, to present
their work and views on the development and manufacturing of composite
structures. In presentations will be analysed emerging issues, and will be
offered the opportunity to discuss the state of the art of the fabrication
technology that will be applied in near term aircraft development programmes.
At the ISCM 2006, hosted by NLR, 25 national and international speakers
presented their views and work on a wide variation of themes such as
thermoplastics, tape-laying, braiding, RTM and other liquid resin infusion
processes. The positive feedback of the delegates the last times confirms
the Symposium and we can be curious about the ISCM 2008.
The Call for papers is running until the 12th January 2008 and abstracts for
the following topics can be submitted:
Reduction of production lead time (e.g. simulation, rapid prototyping)
Mass production of high performance composites (e.g. processes, tooling,
preforming, materials)
Production of very large composite structures (e.g. AFP, ATL, processing
alternatives)
Assembling and machining of composite components (e.g. tolerance
management, machining, bonding)
Integral or differential design approach (e.g. respective advantages and
disadvantages)
Material performance (e.g. toughness, fire smoke toxicity capability)
HPSM 2008 - Fourth International
Conference on High Performance Structures and Materials
13 - 15 May, 2008, The Algarve,
Portugal
HPSM 2008 follows the success of the previous three conferences in the
Series, held in Seville (Spain) in 2002; Ancona (Italy) in 2004; and Ostend
(Belgium) in 2006. The Conference will continue to address issues involving
advanced types of structures, particularly those based on new concepts or
new materials. Contributions will highlight the latest developments in
design, optimisation, manufacturing and experimentation within these areas.
The use of novel materials and new structural concepts nowadays is not
restricted to highly technical areas like aerospace, aeronautical
applications or the automotive industry, but also effects fields such as
civil engineering and architecture as demonstrated in the proceedings of
previous HPSM conferences.
Most high performance structures require the development of a generation of
new materials, which can more easily resist a range of external stimuli or
react in a non- conventional manner.
Particular emphasis will be placed on intelligent structures and materials
as well as the application of computational methods for their modelling,
control and management.
The list of topics gives an idea of the wide range of applications to be
discussed during the Meeting. Contributions on topics not listed are also
welcome if they fall within the scope of the Conference:
ECCM13: 13th European Conference on
Composite Materials
2 - 5 June 2008, Stockholm, Sweden
On behalf of the local organising
committee of ECCM 13 KTH and SICOMP hereby invite you to attend the
thirteenth European Conference on Composite Materials (ECCM 13) to be held
in Stockholm, Sweden from June 2nd to 5th, 2008.
ECCM is Europe’s leading conference on composite materials. As such it will
follow the long tradition of the ECCM conference series with a wide scope of
technical topics in composite materials research. The conference attracts
internationally renowned scientists, engineers and designers in the fi eld
of composites.
Conference Topics:
Applications
Bio-based composites
Biomimetic composites
Carbon and ceramic matrix composites
Damage and fracture
Durability and ageing
Experimental techniques
Fibres, matrices and interfaces
Health monitoring
Infrastructure
Interlaminar reinforcements
Interfaces and interphases
Joint and bearing behaviour
Life cycle analysis and sustainability
Low cost technologies
Mechanical and physical properties
Metal matrix composites
Multifunctional composites
Multiscale modelling
Nanocomposites
NDE technologies
Probabilistic approaches and design
Processing and manufacturing technologies
Repair technologies
Recycling
Sandwich technologies
Standardisation
Structural design
Textile composites
Wood and paper
Please note that the conference is not limited to the above topics. Ideas on
other topics or special Micro-symposia, which you think are suitable for the
conference, can be forwarded to the organisers by e-mail. High-quality
papers will be guaranteed through a thorough review process, following the
tradition of ECCM. The review will consider originality, relevance,
timeliness and signifi cance of the proposed papers. In addition, a number
of Keynote Lecturers will be invited.
Important Dates
Deadline for Submission of Manuscript and Early Bird registration March 31,
2008
9th International
Conference on Flow Processes in Composite Materials
8 - 10 July 2008, Montreal, Canada
The 9th International
Conference on Flow Processes in Composite Materials (FPCM-9) will be held
from July 7th to 9th 2008, in Montreal, Quebec (Canada).
This conference is the ninth in a series devoted to the manufacturing of
polymer matrix composites. Each conference has attracted papers of high
quality and provided a forum for discussion between academia and industry.
Hosted in 2008 by École Polytechnique de Montréal, Canada, the conference
will feature state-of-the-art achievements in composite manufacturing and
liquid composite moulding with a particular emphasis on aerospace and
automotive applications
One of the main goals is to help bridge the gap between theory and practice.
Lecturers from academia and industry will discuss the latest scientific
results on flow processes and illustrate through specific examples
applications of liquid composite moulding to the manufacturing of high
performance composites.
Tenth International Conference on
the Science and Technology of Adhesion and Adhesives
3 - 5 September 2008, St Catherine's
College, Oxford, UK
Following the success of the Euradh conferences at Karlsruhe in 1992,
Mulhouse in 1994, Cambridge in 1996, Garmisch-Partenkirchen in 1998, Lyon in
2000, Glasgow in 2002 and Freiburg im Breisgau in 2004, Euradh 2008 will
take place in Oxford from 03 - 05 September 2008. Euradh 2008 will also
encompass Adhesion '08, the 10th in the series of international conferences
held, since 1980 on a triennial basis in the UK.
The scientific committee, which is drawn from specialists well-known to the
international adhesion community and is co-chaired by RA Chivers (UK), E
Papon (France) and W Possart (Germany), now requests papers on any of these
aspects of the science and technology of adhesion and adhesives:
Fundamental aspects of adhesion
The science and technology of surfaces
Bio-adhesion and cellular adhesion
Properties of surfaces
Engineering aspects of adhesion and engineering applications
Super-molecule structures used in adhesives
Advances in adhesive materials
Environmental and ecological aspects
Mechanical properties of bonded joints including their durability
TEXCOMP 2008 - The 9th International
Conference on Textile Composites
13 - 15 October 2008, University of
Delaware, USA
The goal of TEXCOMP is to promote knowledge in the field of textile
composites throughout the world. By bringing together scientists and
engineers active in a variety of disciplines, the conference provides a
dedicated forum for discussions and reports on recent advances in textiles
and their composites. This is the ninth conference in this series, which
started in 1992 in Leuven, Belgium, chaired by Professor Ignaas Verpoest.
The conference has rotated between Europe, Asia and North America in the
intervening years. TEXCOMP has an international audience, attracting world
leading researchers in composite materials. The scope of the conference
includes the following areas:
Mechanical design and modelling
Advanced manufacturing processes
Net-shape 3D textile preforms
Nano-fibres and composites
Elastic and failure behaviour
Process simulation and control
Textile modelling
Industrial applications and case studies
Important Dates
Early Bird Registration - Deadline April 30, 2008
Každá řada časopisu Acta Montana
vychází 3 až 4 krát ročně. Cena jednoho výtisku je 100Kč + poštovné.
Bankovní spojení:
Česká národní
banka, Praha 1, Na Příkopě 28, 115 03, č. účtu 635-081/0710, Variabilní
symbol 468888
Adresa redakce:
J. Netrestová
IRSM AS CR
V Holešovičkách 41
182 09 Prague 8, Czech Republic
E-mail: irsm@irsm.cas.cz
Tel. +420 266 009 318
INSTRUKCE PRO ČESKÉ AUTORY
Časopis Acta Montana přijímá původní
příspěvky splňující podmínky výše zmíněných disciplin. Rukopis zašlete
e-mailem, resp. 3.5" disketě, ZIP nebo CD-ROM (MS Word libovolné verze),
příp. spolu s dalšími soubory (obrázky, tabulky apod.). Dále je třeba dodat
vytištěný příspěvek, ve třech vyhotoveních. Redakčbí rada rozhodne o přijetí
příspěvku na základě recenze dvou oponentů. První autor obdrží jeden výtisk
Acta Montana a 20 reprintů svých článků zdarma.
Článek musí obsahovat:
Název, celá jména autorů s adresami,
včetně telefonních čísel, faxu, příp. e-mailu, abstrakt, klíčová slova,
vlastní sdělení (vše v angličtině).
Dále může obsahovat:
Tabulky max. velikosti 24x16 cm a
min. velikosti písma 9 b., v textu nebo na zvláštních stránkách. Tabulky
musí být psány jako skutečné tabulky – ve sloupcích, nikoli jako text v
řádcích. Záhlaví všech tabulek musí být na zvláštní stránce. Ilustrace:
Přijímají se černobílé fotografie, kresby a mapy v dobré kvalitě (min. 600
dpi). Grafy se přijímají černobílé, velikosti bodů, tloušťka čar a popisy os
musí být dostatečně velké kvůli možnému zmenšení. U všech grafů v článku je
třeba dodržet stejný styl popisu. Ilustrace mohou být umístěny v textu nebo
v samostatných souborech. Přípustné formáty těchto souborů jsou (*.doc,
*.xls, *.ptt, *.bmp, *.pcx, *.tif, *.jpg, *.gif). Ilustrace jsou číslovány v
pořadí tak, jak je o nich referováno. Popis nesmí být umístěn přímo v
obrázku, soupis všech popisů musí být na samostatné stránce. U popisu
obrázku je třeba uvést jeho požadovanou velikost v textu. Redakce přijímá
rovněž barevné ilustrace (min. 1200 dpi, max. velikost vytištěného obrázku
je 24x16 cm). Barevné ilustrace jsou tištěny jednostranně a umístěny na
konci článku jako příloha. Náklady na tisk těchto barevných příloh hradí
autor. (2000 Kč za stranu). Proměnné, konstanty aj. symboly v matematických
rovnicích a odkazy na ně v textu je třeba psát výhradně v editorech rovnic
MS Equation Editor nebo MathType. Všechny použité symboly musí být
vysvětleny v textu nebo v seznamu symbolů.
Odkazy na literaturu v textu musí
být ve formě (autor, rok), např., (Balik, 2001), (Rudajev et al., 2002).
Soupis všech odkazů v abecedním pořadí musí být na samotné stránce ve tvaru:
Příjmení, iniciály prvního autora,
(příjmení a iniciály dalších autorů, kromě posledního) and (příjmení a
iniciály posledního autora): rok, název článku, název časopisu, číslo,
stránky od-do
např. Mierzejewski, M., Korzak, F.
and Kaczalek, M.: 2002, Geodynamic research of recent movements in the
Karkonosze Mts, Acta Montana ser.A., 15(126), 56-78
Příspěvek musí být zaslán v konečné
verzi. V autorském náhledu je možno opravovat pouze překlepy, jiné zásahy do
textu jsou nepřípustné.
Acta Montana is a multidisciplinary
journal concerned with:
Selected aspects of the geodynamics (series A)
Fuel, carbon and mineral processing (series B)
Extended essays, PhD dissertations or results of grant projects elaborated in
IRSM (series AB)
Acta Montana issues periodically 4 times per annum. Aim: The main purpose of Acta Montana enables a possibility to publish the
results of scientific works and contribute to information exchange among
scientists, engineers and others professionals.
Issues, price list: Acta Montana appears about three times annually for each
series. The price of one issue is 12 EUR plus carriage charges. Back issues can
be obtaining on request.
Bank connection:
Czech National Bank, Prague 1, Na Příkopě street 28, 115 03, account no.
635-081/0710 Variable Symbol 468888
Subscription office:
J. Netrestová
IRSM AS CR
V Holešovičkách 41
182 09 Prague 8, Czech Republic
E-mail: irsm@irsm.cas.cz
Tel. +420 266 009 318
INSTRUCTIONS FOR AUTHORS
Submissions:
Acta Montana accepts original papers in English concerning all aspects of
mentioned disciplines. Authors should submit three hard copies of their
contribution and identical text file in MS Word (any version) and in case of
need other files (figures, tables etc.) by e-mail, on 3.5" floppy disc, ZIP or
CD-ROM. The Editorial Board on the basis of reviews of at least two referees
makes the decision upon their publication. Author first named will receive one
volume of Acta Montana and twenty reprints free of charge.
The manuscript must contain:
Title, full names of all authors, their affiliations and addresses including
phone number, fax number and e-mail address, abstract, keywords and main body of
paper (all in English).
It can be included:
Tables at max. size 24x16 cm and min. font size 9 pt, in text or on separate
pages. Tables must be written really as tables (in columns), not as text (in
rows). Captions of all tables must be on separate page. Figures: Black and white
photographs, drawing or maps in good quality (min. 600 dpi) are acceptable.
Charts and diagrams must be in black and white, description of axes must be at
sufficient size in due to possibility of reducing. Figures may be placed in text
or as separate files. Only permitted formats of these files are (*.doc, *.xls,
*.ptt, *.bmp, *.pcx, *.tif, *.jpg, *.gif). Figures are to be referred as Fig.
Arabic numeral and should be numbered consecutively, according to their sequence
in the text. Caption must no be in placed in the figure area. List of captions
of all figures must be on the separate page. Required size of the pictures in
the text must be denoted at the list of captions. Color illustrations are
tolerable (min. 1200 dpi), but at author's expense 75 EUR per 1 page A4). These
pages, (pressed on one side) will be placed on end of the paper as appendix.
Variables, constants and other symbols in mathematical functions and also in the
text are accepted written exclusively at MS Equation Editor or MS MathType. All
used symbols must be explained in text or in the List of symbols.
References quoted in the text must be in form (author, year), e.g., (Balik,
2001), (Rudajev et al., 2002). All references should be listed together at the
end of the paper in alphabetic order as:
First name, signatures of surnames, (names of other authors except last) and
(First name, signatures of surnames of last author): year, title, journal,
number, pages
e.g. Mierzejewski, M., Korzak, F. and Kaczalek, M.: 2002, Geodynamic research of
recent movements in the Karkonosze Mts, Acta Montana ser.A., 15(126), 56-78
Paper must be supplied as final version. At press-proof it is possible to
correct only typing errors, other changes of text are not acceptable.



















 SAMPE Asia 2008
SAMPE Asia 2008


